What Causes Orange Peel in Industrial Coatings?
Orange peel is one of the most common surface appearance defects in industrial coatings. This blog explains what causes it, why flow and leveling matter, and how formulators can reduce surface irregularity and improve final film finish.
In industrial coatings, surface appearance is not just a cosmetic issue. A poor finish can affect perceived quality, rework cost, process efficiency, and in some cases even overall film performance. One of the most familiar appearance defects is orange peel in coatings — a textured, uneven surface that resembles the skin of an orange.

Orange peel usually indicates that the coating film did not flow and level properly before or during film formation. This can happen because of viscosity imbalance, poor application conditions, fast solvent evaporation, substrate effects, unsuitable spray settings, or insufficient additive support. For formulators, understanding the cause is important because the visible defect is often just the final symptom of a larger flow-control problem.
In many systems, improving appearance requires a closer look at flow and leveling additives for coatings, application settings, and the broader formulation balance.
What is orange peel in industrial coatings?
Orange peel is a surface defect where the coating dries or cures with a textured, wavy, or dimpled appearance instead of forming a smooth and uniform film. The effect may be mild or severe depending on the system and application conditions.
It is especially important in industrial coatings where finish quality, gloss, distinctness of image, and premium appearance matter. Even when protection performance is acceptable, orange peel can lead to customer rejection, visual inconsistency, and additional process cost.
| Defect | Typical Appearance | Main Concern |
|---|---|---|
| Orange peel | Textured, dimpled, uneven surface | Poor visual finish and weak leveling |
| Brush marks / flow lines | Directional marks left on the film | Insufficient leveling before set |
| Cratering | Small circular depressions in the film | Surface contamination or film disturbance |
| Pinholes | Tiny holes or voids in the surface | Entrapped air, foam, or volatile release |
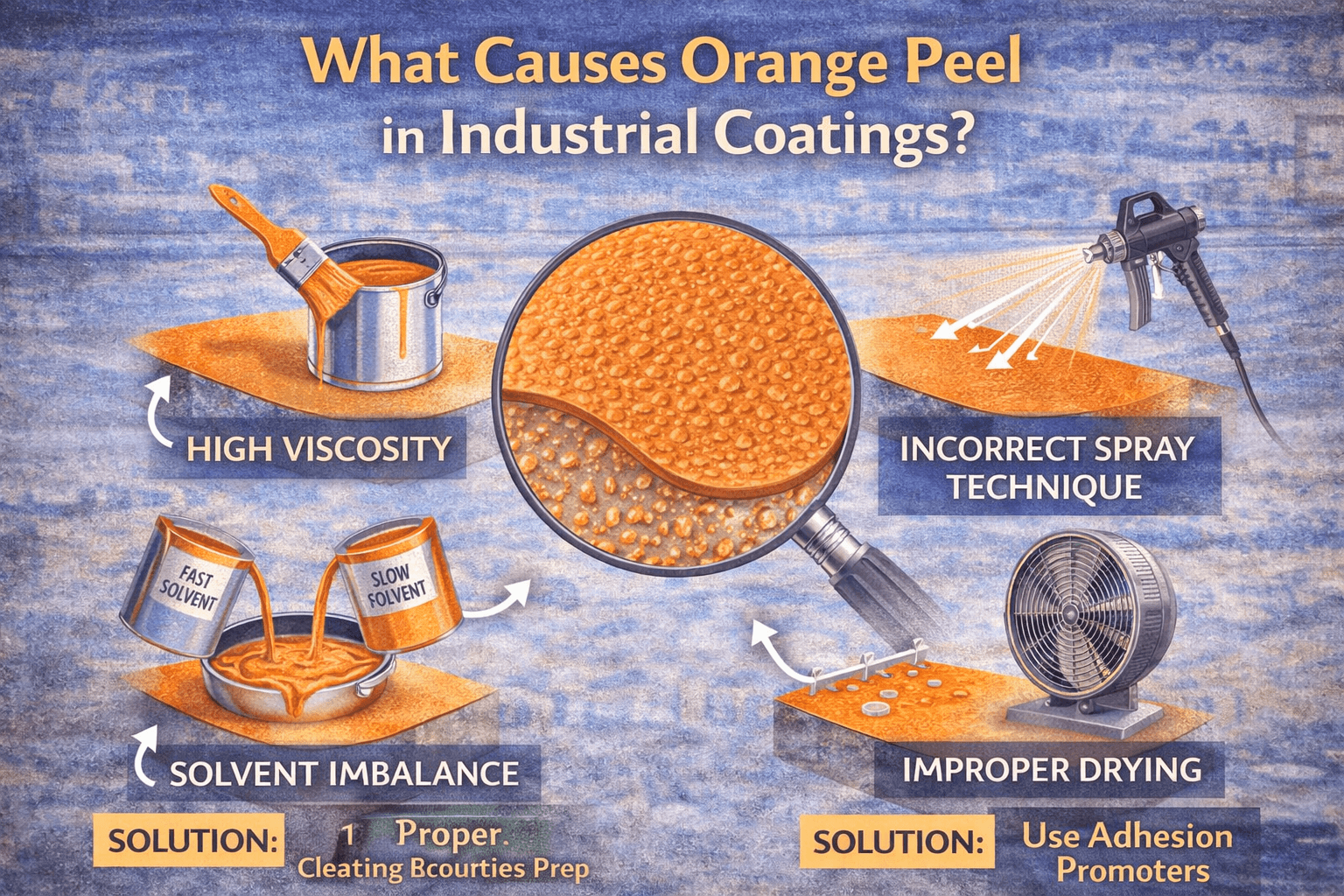
Main causes of orange peel in industrial coatings
1. High viscosity or poor viscosity balance
If the coating is too viscous, it may not flow sufficiently after application. Instead of relaxing into a smooth surface, the film can freeze with texture still visible.
2. Fast solvent evaporation or rapid surface setting
When the top surface sets too quickly, the film loses the time it needs to level. This can trap texture before a uniform surface has formed.
3. Poor spray or application settings
Atomization, gun setup, line speed, spray distance, and coating build all influence final surface appearance. Incorrect application settings can make orange peel more severe even if the formulation itself is reasonably balanced.
4. Substrate and surface condition
Surface roughness, porosity, contamination, and substrate behavior can influence how the film spreads. In some cases, the issue may also connect with wetting performance and interface control.
5. Inadequate flow and leveling control
If the system lacks the right balance of flow support, the coating may fail to relax and smooth out before drying or curing. This is where targeted additive support becomes important.
6. Film thickness variation
Very high or inconsistent film build can influence how the coating levels. In some systems, excessive build may exaggerate surface waviness rather than smooth it out.
Orange peel is usually a sign that the film could not fully relax before it set
That is why the problem is strongly tied to flow and leveling. A well-balanced coating needs enough time and surface mobility to smooth out after application. If that window is too short, or if the formulation resists leveling, orange peel becomes much more likely.
Why flow and leveling matter in coatings
Flow refers to how the applied coating moves and redistributes after application. Leveling refers to the film’s ability to smooth out surface irregularities and form a more uniform finish. Together, they play a major role in appearance quality.
When flow and leveling are poor, defects such as orange peel, brush marks, waviness, and uneven gloss become more likely. When flow and leveling are well controlled, the coating film can settle more uniformly and produce a cleaner final appearance.
This topic also connects to other formulation issues. Foam, wetting imbalance, and surface contamination can disturb the film during application and indirectly worsen appearance defects. That is why flow-related defect control is often linked with broader additive optimization.
How to reduce orange peel in coatings
Reducing orange peel requires a structured review of both formulation and process conditions. The goal is to help the film spread, relax, and level before it reaches its final set state.
Review viscosity profile
- Check whether the coating is too high in viscosity for the application method
- Review solvent balance and formulation rheology
- Ensure the film has enough mobility to level
Check drying and evaporation conditions
- Review whether the film is setting too quickly
- Assess line temperature, airflow, and drying conditions
- Prevent premature surface lock before leveling is complete
Optimize application settings
- Review spray parameters and atomization quality
- Check film build consistency
- Assess whether equipment settings are exaggerating texture
Evaluate additive support
- Consider whether the system needs better flow and leveling control
- Review whether other defects such as foam or craters are interfering
- Check overall formulation compatibility and surface behavior
What role do flow and leveling additives play?
Flow and leveling additives for coatings are used to help the applied film spread more uniformly and reduce visible surface irregularities. Their role is especially important in systems where premium appearance, smoother finish, and consistent film formation are required.
How they may help
- Support smoother film formation after application
- Reduce texture and visible leveling defects
- Improve appearance consistency across coated surfaces
- Help manage surface irregularity in demanding industrial systems
These additives work best when used as part of an overall formulation and process strategy. If orange peel is caused by severe viscosity imbalance, contamination, or line-setting problems, additive support alone may not fully solve the issue. A full review of process and formulation is usually the best approach.
Related topics such as antifoam for coatings and wetting vs dispersing agents in coatings are also relevant because surface stability and film behavior are closely connected.
Conclusion
Orange peel in industrial coatings is usually the result of poor film flow and leveling before the coating sets. High viscosity, fast evaporation, unsuitable application settings, and inadequate additive support are among the most common reasons the defect appears.
For formulators working to improve finish quality, the best solution is to evaluate both the application process and the formulation itself. Where smoother film behavior is needed, the right approach to flow and leveling additives for coatings can help reduce orange peel and support better overall surface appearance.
FAQs
What causes orange peel in industrial coatings?
Orange peel is commonly caused by poor flow and leveling, high viscosity, fast surface setting, unsuitable application conditions, or inadequate additive support.
Is orange peel a formulation problem or an application problem?
It can be either or both. Formulation balance, viscosity, additive support, spray setup, drying conditions, and film build can all contribute to orange peel.
How do flow and leveling additives help reduce orange peel?
They help the coating film spread and smooth more uniformly after application, which can reduce visible surface texture and improve final appearance.
Can orange peel affect coating quality?
Yes. Even when protection performance is acceptable, orange peel can reduce appearance quality, increase rejection risk, and create rework cost.
Does fast drying make orange peel worse?
Yes. If the surface sets too quickly, the coating may not have enough time to level properly before the film structure locks in.
Are orange peel and craters the same defect?
No. Orange peel is a general textured surface effect, while craters are localized depressions often linked to contamination or surface disturbance.
References & Citations
The technical points in this article are supported by industry literature and formulation references related to flow, leveling, surface tension control, and orange peel defects in coatings.
Allnex — Coating Additives Product Guide
Explains that flow and leveling agents are used to prevent or reduce surface defects such as poor leveling, orange peel, and cratering in coating films.
View Source
|
Visit Website
Surface Tension Studies of Levelling Additives in Powder Coatings
Discusses the relationship between surface tension and leveling, noting that overly low surface tension can adversely influence leveling and lead to wavy surfaces such as orange peel.
View Source
|
Visit Website
BASF — Formulation Additives to Improve Surface Slip and Leveling
Covers flow-related effects of surface additives and notes their role in eliminating orange peel and improving smooth surface appearance.
View Source
|
Visit Website
Allnex — Flow & Leveling Additives for Paint & Coatings
Gives practical background on how flow modifiers and leveling agents help reduce visible surface defects and improve final coating appearance.
View Source
|
Visit Website
Patcham — PAT-ADD FL 7 Product Data Sheet
States that the product contributes to smooth films and improved appearance while helping reduce imperfections such as pinholes, orange peel, and craters in industrial coatings.
View Source
|
Visit Website
BASF Efka® FL 3750 — Technical Data Sheet
Technical reference showing that a flow and leveling agent can reduce orange peeling, improve leveling, and reduce cratering in coating systems.
View Source
|
Visit Website
Need support for orange peel and leveling issues?
Connect this topic with RSA’s upcoming flow and leveling page or discuss formulation challenges around surface finish, texture, and film appearance.